



为了让您更地了解我们的不锈钢焊管,不锈钢无缝管品质信得过,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:不锈钢焊管,不锈钢无缝管品质信得过的图文介绍

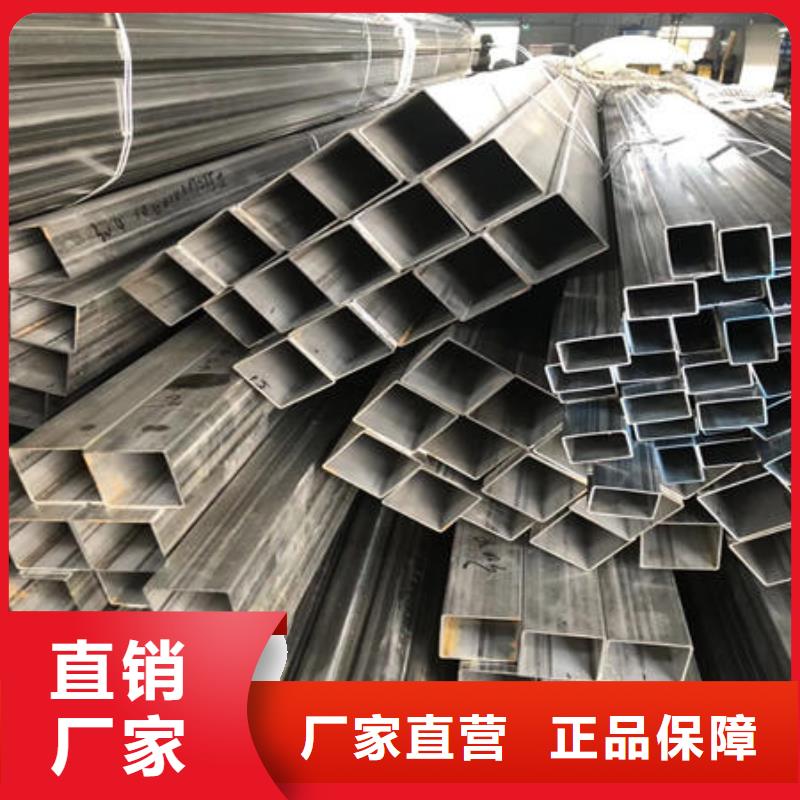
出现这一结果的原因主要是由于不锈钢焊管在制炼时的成分不同和热处理不当所导致,而这也造成了奥氏体卡压式水管中出现了少有的马氏体或是铁素体的组织,从而导致磁性的产生。经过冷加工之后不锈钢焊管的组织结构也会出现一定变化,马氏体转化增多的同时焊管的磁性也随之增强。如若您需要对不锈钢焊管的磁性进行,可选择高温固溶处理方式恢复奥氏体组织,那么其磁性也就消失了。 不锈钢焊管的焊接过程不仅加热速度快,而且冷却速度也快,在这样一种急剧的温度变化环境下焊接应力随之产生,不锈钢焊管的焊缝组织也有变化。为了保证焊管使用性能的发挥,我们需要通过热处理的方式来对焊缝和母体金属的显组织差异进行。那么,如何对不锈钢焊管实施热处理,金润德不锈钢告诉您一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。


而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。可见,热处理工艺保证了焊缝质量和不锈钢焊管的力学性能,但企业生产不锈钢焊管的过程中在热处理方式选择上也必须与实际情况相符合,从根本上保证不锈钢焊管生产过程的和优质。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算? 由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。



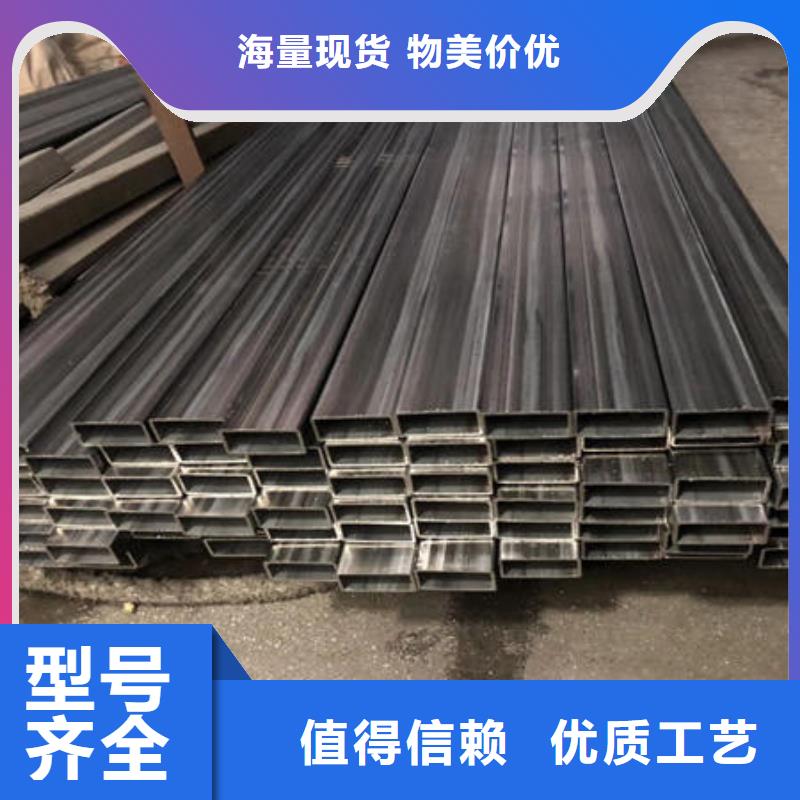
电线套管是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验公制焊管规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。托辊管用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。变压器管用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。



万宇金属材料有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【云南玉溪不锈钢镜面管】产品质量实行层层把关,加工检测设备齐全先进,各种【云南玉溪不锈钢镜面管】产品质量已得到全国行业用户的认可好评。

